首頁| 新聞| 娛樂| 游戲| 科普| 文學(xué)| 編程| 系統(tǒng)| 數(shù)據(jù)庫| 建站| 學(xué)院| 產(chǎn)品| 網(wǎng)管| 維修| 辦公| 熱點(diǎn)
索泰發(fā)布一款GTX 1070 Mini迷
AMD新旗艦顯卡輕松干翻NVIDIA
索泰發(fā)布一款GTX 1070 Mini迷你版本:小機(jī)
芭蕾舞蹈表演,真實(shí)美到極致
下午茶時(shí)間,悠然自得的休憩
充斥這繁華奢靡氣息的城市迪拜風(fēng)景圖片
從山間到田野再到大海美麗的自然風(fēng)景圖片
肉食主義者的最愛美食烤肉圖片
夏日甜心草莓美食圖片
人逢知己千杯少,喝酒搞笑圖集
搞笑試卷,學(xué)生惡搞答題
新聞熱點(diǎn)
疑難解答
圖片精選
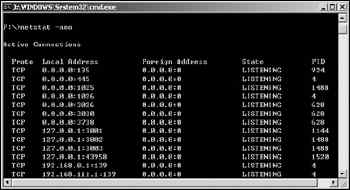
尋找另一半—快速確定特定端口的使
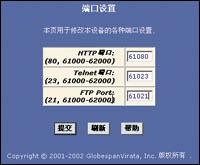
ADSL Modem之IP端口的設(shè)定及應(yīng)用
基于軟交換實(shí)現(xiàn)的號(hào)碼識(shí)別類業(yè)務(wù)技
軟交換呼叫模型的研究與設(shè)計(jì)
網(wǎng)友關(guān)注