3D打印機由于各種原因經常會出現打印中斷,雖然大多數上位機都不提供斷電續打功能,少數昂貴的商品機有這項功能并成為賣點,其實無論是什么數控設備,其機器指令都是G代碼,3D打印機也不除外,通過合理更改G代碼就可以實現斷電續打。
1、用游標卡尺測量已經打印好的模型高度,假如已經打好了45mm的高度
2、用記事本打開.gcode文件

3、編輯-查找,查找內容:Z45,Z注意要大寫

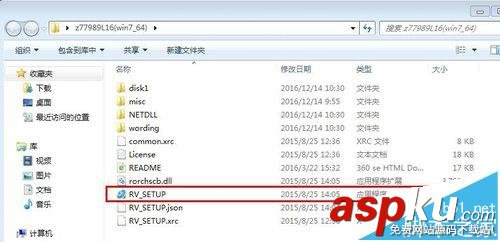
4、先另存文件,否則原來的G代碼就改了,從“layer223”以上的內容刪去,上限見圖,基本是LCD顯示狀態的語句之下,我用的cura切片軟件,其他軟件類似,注意不要刪掉啟動代碼,一會兒要改


5、既然是斷電續打,也就是說Z軸肯定不能歸零,否則刀具直接打到工件(如果真的遇到這類情況請立即斷電),刪掉G28 Z0

6、同時刪掉下一行代碼,下一行代碼是啟動時先抬高刀具的指令

7、再下一行,是G92指令,這條指令非常有用,也至關重要,G92指令可以定義當前刀具的坐標,這樣我們就可以手動調節打印機到斷電的高度然后給個G92指令讓機器知道此時刀具在這個高度,同時擠出軸E也是有當前斷電時的狀態
8、可以看到下三行是啟動時E軸的啟動代碼,也就是關于擠出機的初始化代碼,此時我們一般不需要這三行代碼,因為我的情況是打印中斷十次有九次是堵料,手動測試擠出是否正常,一般情況下,電機斷電,手能夠輕松將料絲送入,擠出頭能順利出一坨即可,注意是一坨不是成絲狀,否則請你繼續清理噴頭或喉管,一般清理噴頭用電阻的引腳即可,清理喉管就是把絲拔出來剪掉頭再插進去。
9、方便起見,留一行G92,把E0換成斷電時E的長度,這里是E7404.51890,在E7404.51890后面或前面加上Z45 注意中間有空格。此時機器就知道了當前刀具的坐標,注意無論實際刀具在哪,機器都強制認為刀具開始時在E7404.51890 Z45的位置。這樣就省略了Z軸歸位的麻煩,但需要啟動打印前相對精確地調整Z軸到實際的45mm,而擠出的E軸不用管,同樣道理也適用于XY軸,但3D打印機的特點是自下而上,所以XY軸就像正常打印時初始化歸位即可
10、默認情況下G92后面沒有的軸就默認是坐標0,XY軸上一行代碼已經歸零,如果強迫癥童鞋可以自己添加X0 Y0,不添加效果一樣
11、再下面的G1 F4800指令可以刪掉,不刪也不影響,因為之后又有G1指令覆蓋了,這條指令是定義加工速度的,M117是顯示LCD的指令,一般不刪,起指示作用,至此代碼修改完成

12、將修改好的G代碼保存,放入SD卡中,或聯機打印加載到上位機上
13、啟動3D打印機,手動對刀,注意和日常啟動一樣,先預熱,檢查出絲是否正常再繼續,注意不要自動歸位,否則還是會打到工件,一會兒加載修改好的G代碼回自動歸位XY軸,可以將XY軸直接對到工件正上方,緩慢降低Z軸至剛好沒碰上,最好是打印中斷時電機立刻停止,這樣就不用人工調了,但有時會出現打印頭空跑的情況,必須要手動對刀。
對刀這個詞同樣適用于其它任何機床
14、啟動G代碼文件,和日常一樣等待即可然后檢查工作是否正常,如果正常接上了,祝賀,續打成功
注意事項:
1、如果出現任何問題請立刻斷電。
2、如果Z軸的歸位點在打印機上方的時候會很好辦,無需進行Z軸定義,直接全部軸歸位即可,但E軸仍需修改。
新聞熱點




疑難解答